quanyu lee
2025-07-08 02:23:21
溶接ケーブルガイド
1.ワイヤー溶接の基本定義
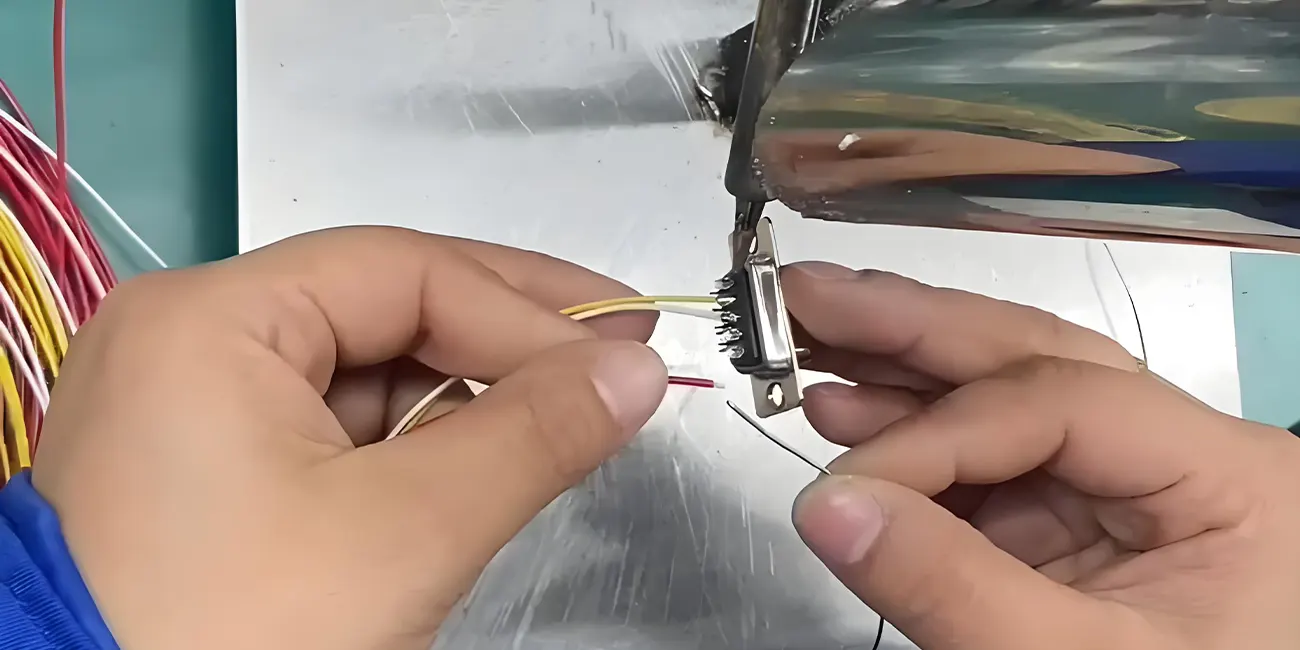
ケーブル溶接は、配線ハーネス内の金属ワイヤをコネクタの金属導電接点と溶融する技術プロセスです。加熱と加圧の相乗効果を通じて、配線ハーネスとコネクタの間に冶金結合が形成され、コネクタと配線ハーネスが信頼性の高い接続強度と安定で効率的なデータ伝送導性の両方を備えていることを保証します。電子機器の製造、ワイヤーハーネスの処理、および電子機器、電気、自動車、航空などの分野の機器組立で広く使用されます。
2.溶接中の悪条件と説明
1.偽溶接
通常、はんだ接合部が表面に接続されているように見えるが、実際には強固な電気接続を形成していないときに誤ったはんだ付けが発生します。はんだ接合部を優しく引くと、落下します。主な理由は、コアワイヤとコネクタの間のスズの溶融時間が短すぎること、はんだ付け中の温度が十分に高くなく、はんだが完全に溶融しないことです。誤ったはんだ付けは、製品に短絡や開回路などの電気的な問題を引き起こす可能性があり、厳しい場合では機器の故障につながります。

2.冷間溶接
冷間溶接は、溶接される金属の表面にはんだが付着しているが、溶接される金属と完全に溶融していないか、強固な合金層を形成していないときに発生します。これは通常、溶接温度が十分に高くないか、溶接時間が短すぎてはんだが完全に拡散して融着できないためです。冷間溶接のはんだ接合強度が低く、脱落しやすく、回路破壊などの製品内の電気的な問題を引き起こす。
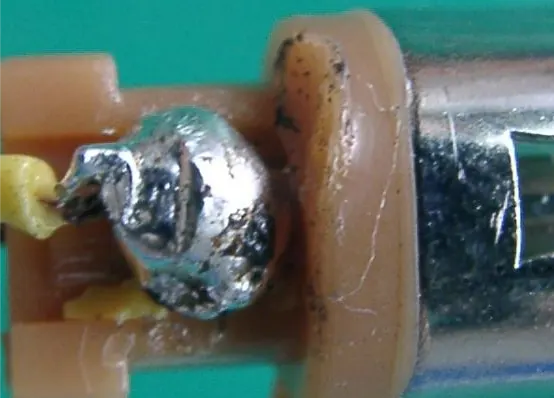
3.はんだが多すぎる
溶接中にはんだが多すぎると、はんだ接合部が大きすぎて見栄えが悪くなり、ブリッジはんだ接合部を形成しやすくなり、隣接するはんだ接合部間に短絡を引き起こす可能性もあります。
4.はんだが少ない
はんだが多すぎるとは対照的に、はんだが少なすぎると錫点が溶接される金属を完全に包むのを妨げ、接続強度が不十分で、電気接触が悪く、接着性が悪くなります。
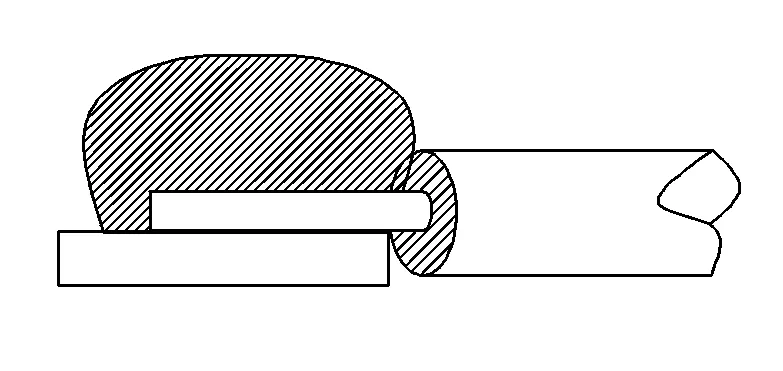
5.はんだ点の先端
はんだ点傾斜ははんだ接合部の鋭い突起として現れ、通常はんだ鉄の不適切な引き抜き角、引き抜き速度が遅いなどによって引き起こされます。
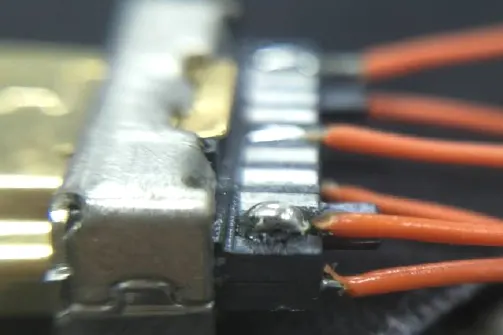
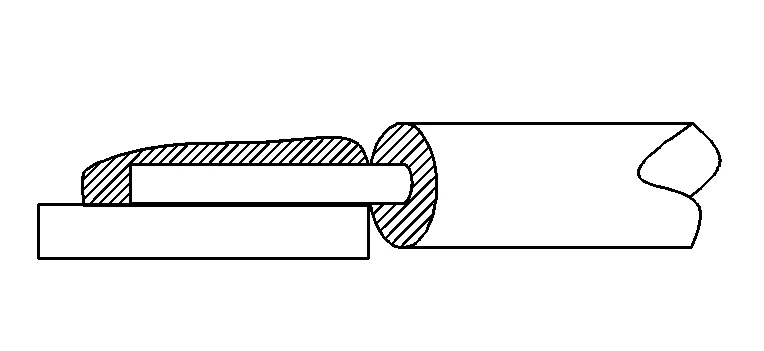
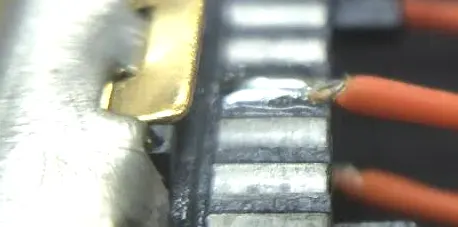
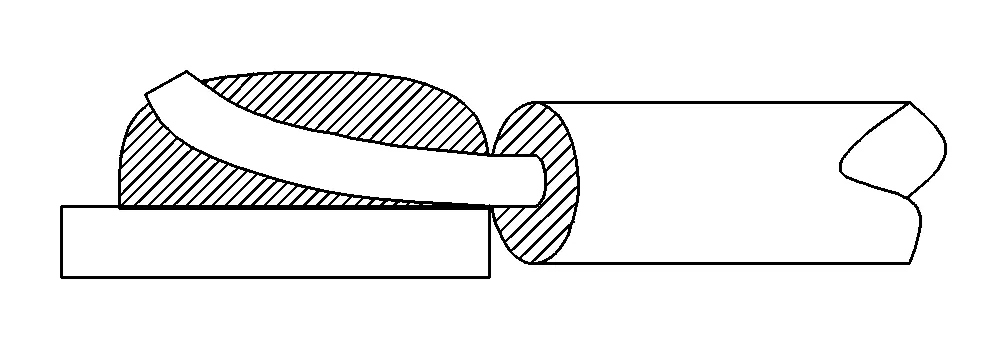
6.導体露出
露出した導体は、通常、溶接中に導体がパッドに付着せず、錫点が導体を完全に覆わないことを意味します。酸化や湿気により導電性が低下しやすく、外部の摩擦により破損することがあります。長期使用すると、接触不良や漏れなどの問題を引き起こす可能性があります。

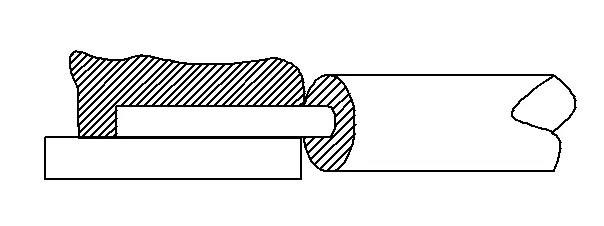
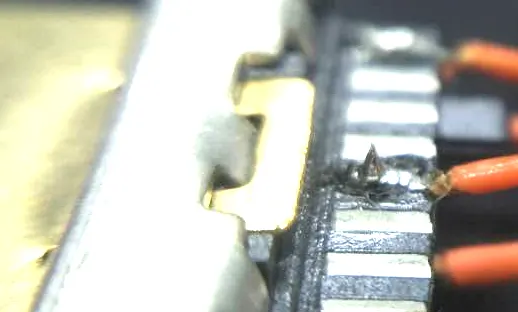
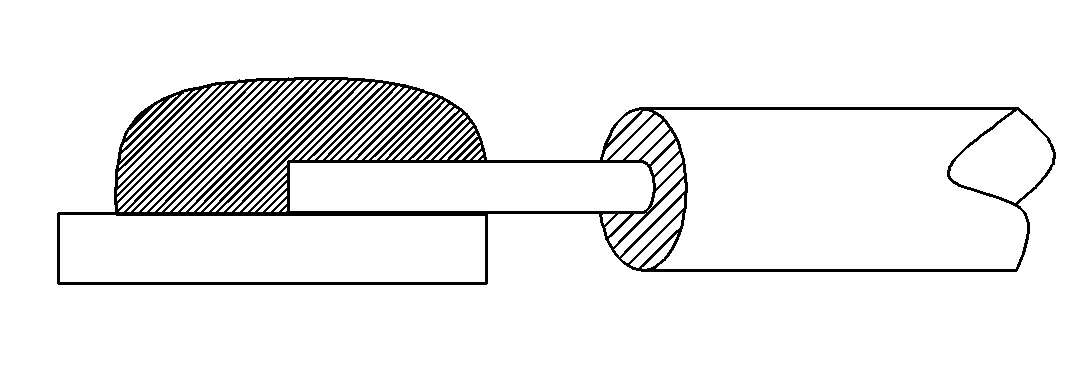
7.導体引き込み
導体収縮は、一般的に、溶接中に導体がパッドに付着すると現れる。導体が収縮後に 0.5 mm 以上露出すると、溶接面積が減少し、破損しやすくなり、電流伝送の安定性に影響を与えます。
フォー 川映ワイヤハーネスのカスタマイズ工場は、ワイヤ溶接の品質を制御するために、まず溶接の種類、定義、一般的な問題を理解する必要があります。実際の生産では、工場は溶接プロセスの要件を厳格に遵守し、操作プロセスの各ステップを標準化し、不良溶接条件を低減し、カスタマイズされたワイヤハーネス溶接が信頼性と安定性を確保します。



