quanyu lee
2025-07-08 02:23:21
용접 케이블 안내서
1.와이어 용접의 기본 정의
케이블 용접은 커넥터의 금속 전도성 접점과 배선 하네스 내부의 금속 와이어를 융합하는 기술적 프로세스입니다; 가열 및 가압의 시너지 효과를 통해 배선 하네스와 커넥터 사이에 금속 결합이 형성되어 커넥터와 배선 하네스가 신뢰할 수있는 연결 강도와 안정적이고 효율적인 데이터 전송 전도성을 모두 갖도록합니다; 전자 장비 제조, 와이어 하네스 처리 및 전자, 전기, 자동차, 항공 등의 분야에서 장비 조립에 널리 사용됩니다.
2.용접 중 불리한 조건과 설명
1.잘못된 용접
일반적으로 용접 접합이 표면에 연결되어있는 것처럼 보이지만 실제로는 단단한 전기 연결을 형성하지 않을 때 잘못된 용접이 발생합니다.용접 접합을 가볍게 당기면, 그들은 떨어질 것이다.주요 이유는 코어 와이어와 커넥터 사이의 주석 녹는 시간이 너무 짧기 때문입니다; 용접 중 온도가 충분히 높지 않으며, 용접이 완전히 녹지 않습니다.잘못된 용접은 제품에 단락 및 개방 회로와 같은 전기 문제를 일으킬 수 있으며, 심각한 경우에는 장비 고장을 초래할 수도 있습니다.

2.냉용접 (Cold welding)
냉용접은 용접되는 금속의 표면에 용접이 부착되어 있지만 완전히 녹지 않거나 용접되는 금속과 함께 강한 합금층을 형성하지 않을 때 발생합니다.이것은 일반적으로 용접 온도가 충분히 높지 않거나 용접 시간이 너무 짧기 때문에 용접이 완전히 확산되고 융합되지 않습니다.차가운 용접은 용접 접합 강도가 낮고 쉽게 떨어지며 회로 끊기 등 제품의 전기 문제를 일으킬 수 있습니다.
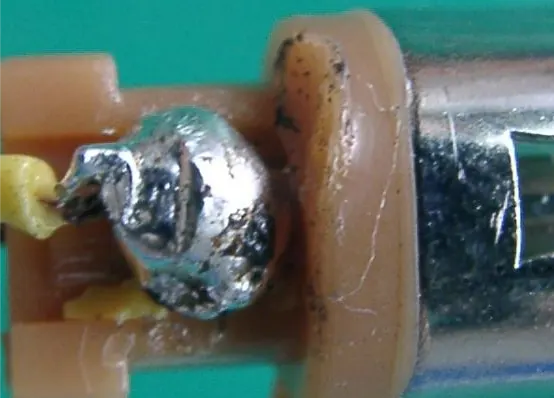
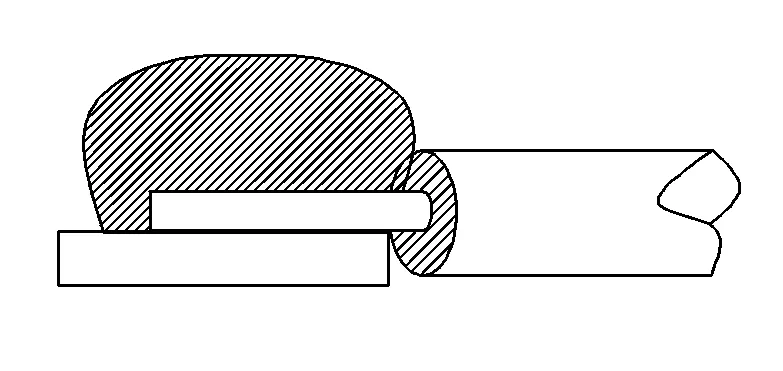
3.솔더가 너무 많아요.
용접 중에 너무 많은 용접을 사용하면 용접 접합이 너무 크고 보기 흉하게 되며 브리지 용접 접합이 쉽게 형성되며 인접한 용접 접합 사이에 단락이 발생할 수도 있습니다.
4. Solder 가 너무 적습니다.
너무 많은 솔더와는 달리, 너무 적은 솔더는 주석점이 완전히 용접되는 금속을 감싸는 것을 방지하여 부적절한 연결 강도, 불량한 전기 접촉 및 불량한 접착력을 초래합니다.
5.솔더 점 팁
용접점 튀는 것은 용접 접합에 날카로운 돌출으로 나타나며, 이는 일반적으로 부적절한 용접 철 철회 각도, 느린 철회 속도 등으로 인해 발생하며, 용접점 튀는 것은 느슨한 용접을 초래합니다.
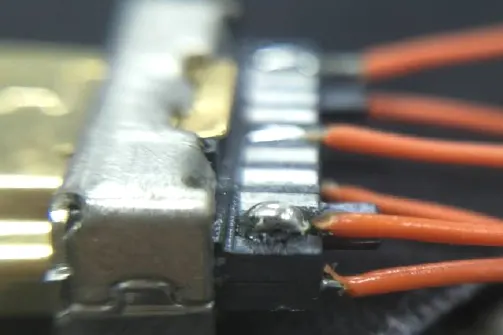
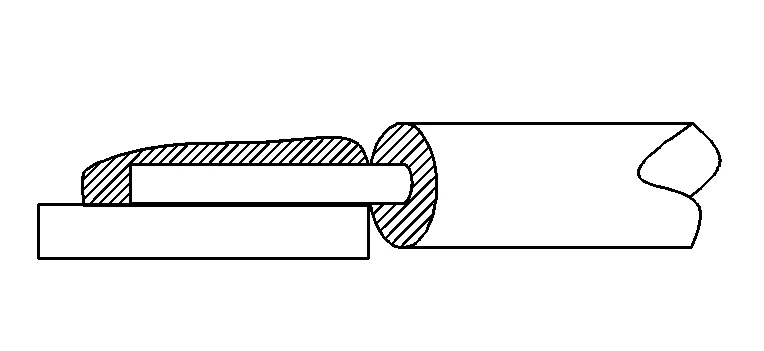
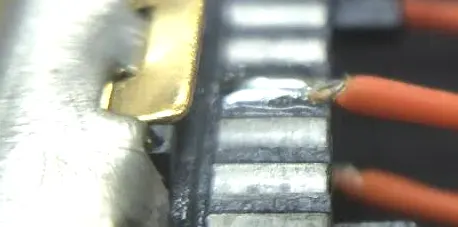
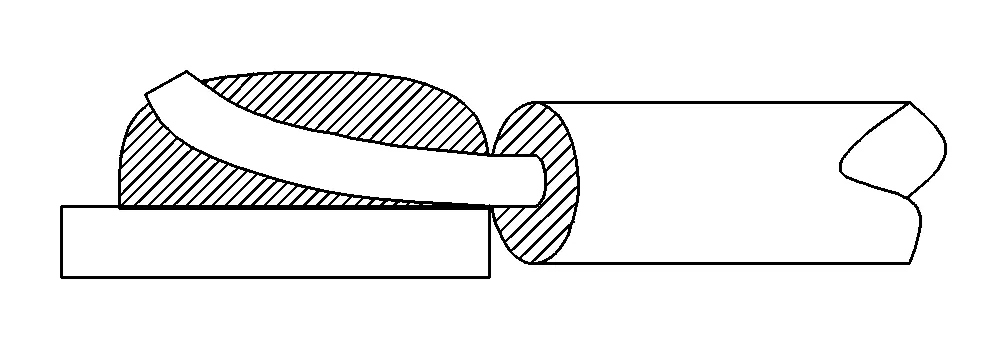
6.노출된 컨덕터
노출된 도체는 일반적으로 용접 중에 도체가 패드에 붙어 있지 않으며 주석 점이 도체를 완전히 덮지 않는다는 것을 의미합니다.산화와 습기로 인해 전도도가 떨어지기 쉽거나 외부 마찰으로 인해 깨질 수 있습니다.장기간 사용하면 접촉이 좋지 않거나 누출이 발생할 수 있습니다.

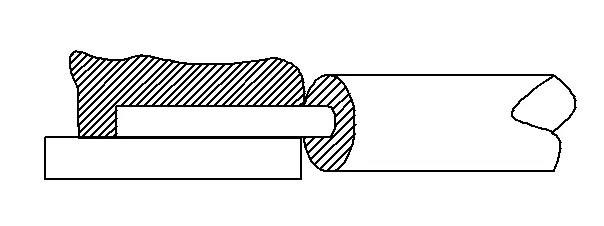
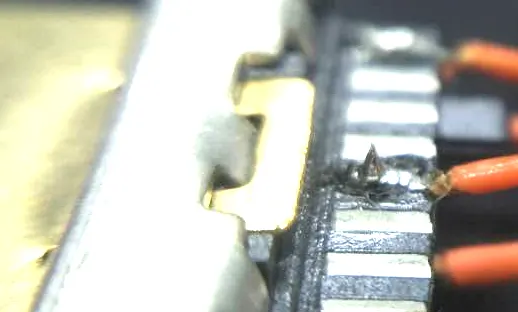
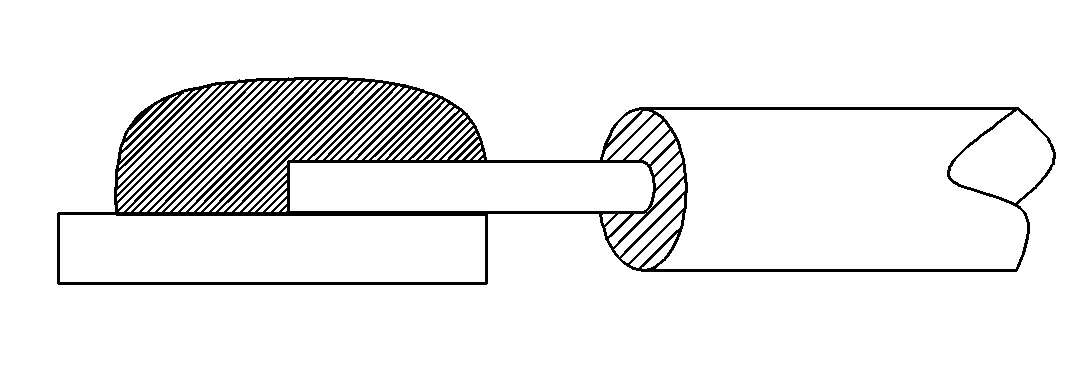
7.컨덕터 리트랙션
도체 수축은 일반적으로 용접 중에 도체가 패드에 부착되는 것으로 나타납니다.수축 후 도체가 0. 5 mm 이상 노출되면 용접 면적이 줄어들고 쉽게 파손을 일으키며 전류 전송의 안정성에 영향을 미칩니다.
에 대한 카웨이와이어 하네스 사용자 정의 공장에서 와이어 용접의 품질을 제어하려면 먼저 용접의 유형, 정의 및 일반적인 문제를 이해해야합니다.실제 생산에서 공장은 용접 공정 요구 사항을 엄격하게 따르고 열악한 용접 조건을 줄이고 맞춤형 와이어 하네스 용접이 신뢰할 수 있고 안정적인지 확인하기 위해 작업 공정의 각 단계를 표준화합니다.



