Автор: quanyu lee
2025-07-08 02:23:21
Руководство по сварным кабелям
1.Основное определение сварки проволоки
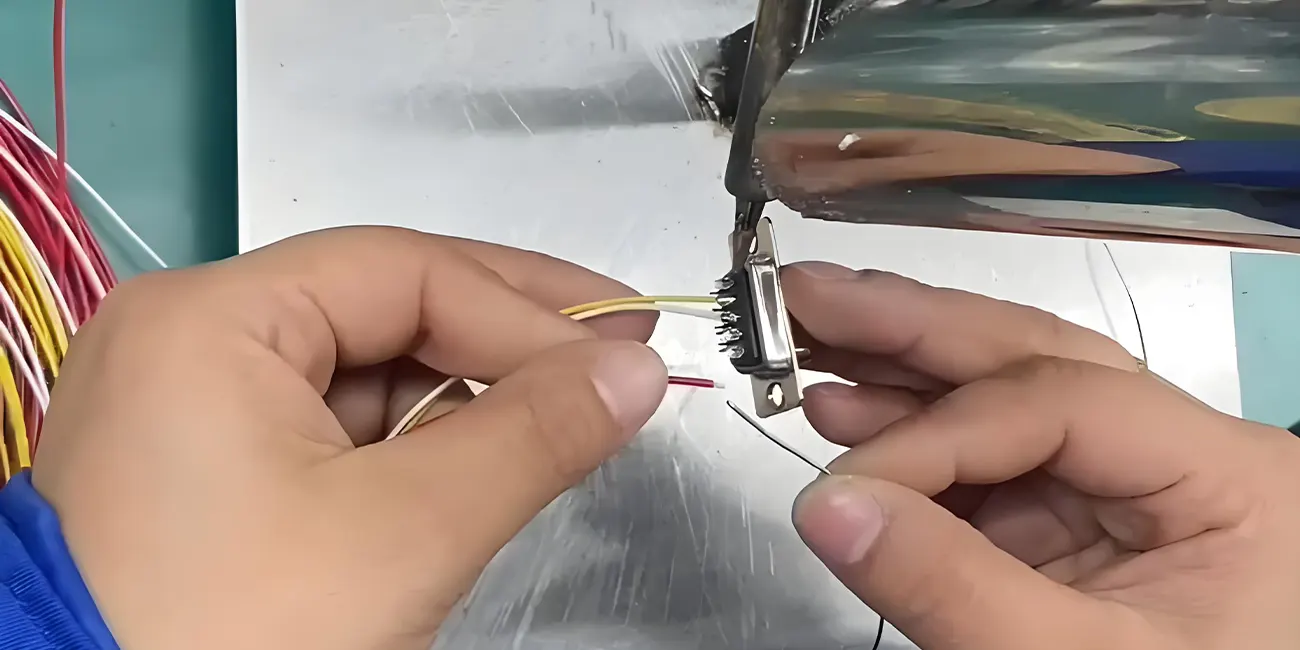
Сварка кабелей является техническим процессом, который плавляет металлические провода внутри проводной кабели с металлическими проводящими контактами соединителя; Благодаря синергетическому эффекту нагрева и давления образуется металлургическая связь между проводной кабелей и соединителем, обеспечивая, что соединитель и проводная кабеля имеют как надежную прочность соединения, так и стабильную и эффективную проводимость передачи данных; Широко используется в производстве электронного оборудования, обработке проволочной арматуры и сборке оборудования в областях электроники, электричества, автомобильной промышленности, авиации и т. д.
2.Неблагоприятные условия и объяснения при сварке
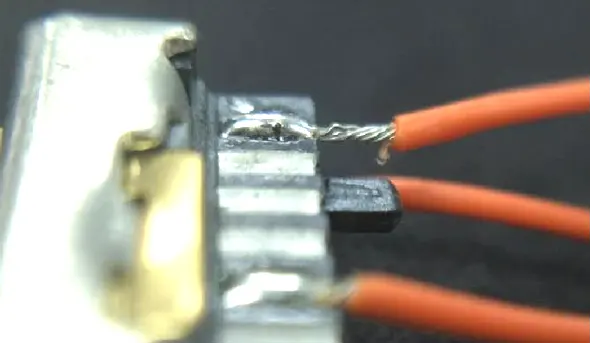
1.Ложная сварка
Ложная прокладка обычно возникает, когда сваительные соединения кажутся соединенными на поверхности, но на самом деле они не образуют прочное электрическое соединение.Если вы осторожно вытягиваете сварительные соединения, они отпадут.Основная причина заключается в том, что время плавления олова между проволокой ядра и соединителем слишком коротко; температура во время свалки недостаточно высока, и свая не полностью расплавлена.Ложная прокладка может вызвать электрические проблемы, такие как короткие замыкания и открытые цепи, в продуктах, а в тяжелых случаях даже привести к отказу оборудования.

2.Холодная сварка
Холодная сварка происходит, когда привязка к поверхности свариваемого металла, но она не полностью расплавлена или не образовала прочный слой сплава с свариваемым металлом.Обычно это происходит потому, что температура сварки недостаточно высока или время сварки слишком короткое, чтобы палю не могла полностью диффузировать и плавиться.Прочность сварочного соединения холодной сварки низкая, и легко отпадать, вызывая электрические проблемы в продукте, такие как разрыв цепи.
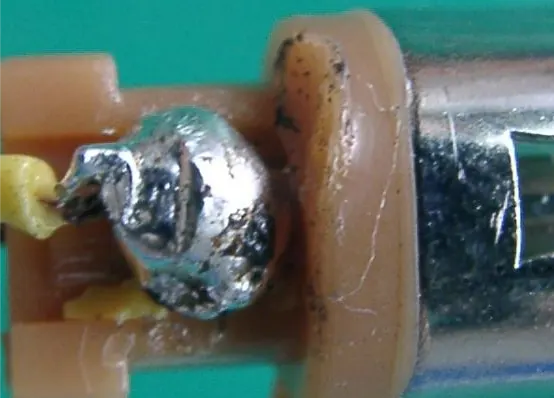
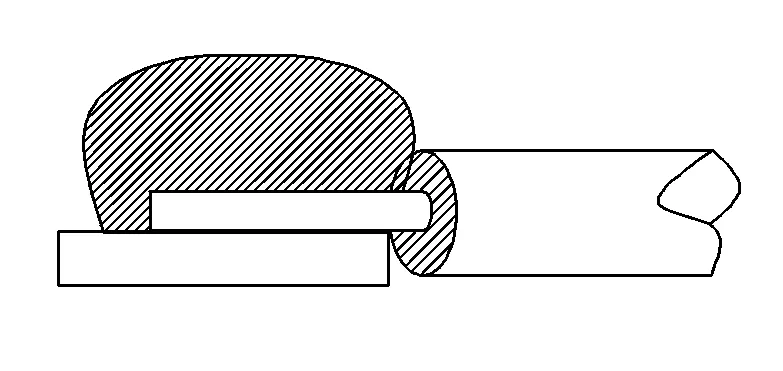
3.Слишком много соли
Когда во время сварки используется слишком много палейки, сваляющие соединения будут слишком большими и неприглядными, могут легко образовывать мостовые сваляющие соединения и даже могут вызвать короткое замыкание между смежными сваляющими соединениями.
4.Слишком мало питьевых
В отличие от слишком большого количества сваивания, слишком мало сваивания будет препятствовать точке олова полностью обернуть сваиваемый металл, что приводит к недостаточной прочности соединения, плохому электрическому контакту и плохой адгезии.
5.Кончик точек сварки
Наклонивание точек сварки проявляется как острые выступы на сварных соединениях, которые обычно вызваны неправильным углом вывода железа, медленной скоростью вывода и т. д. Наклонивание точек сварки приводит к свободной сварке.
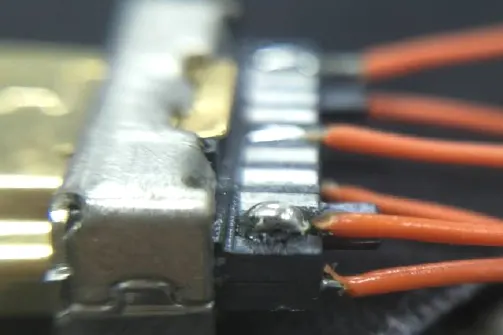
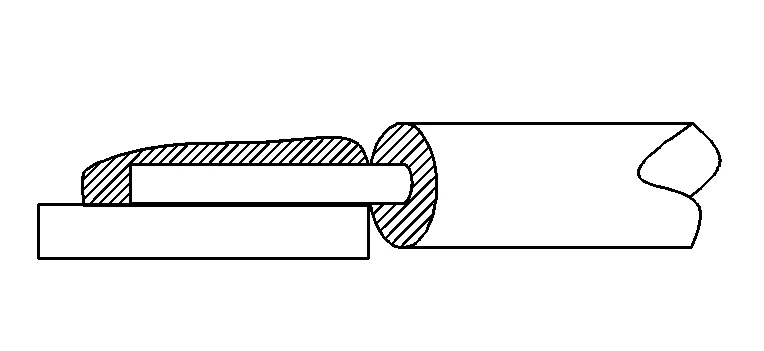
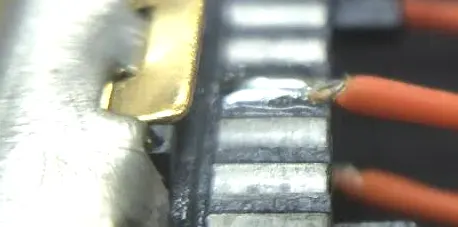
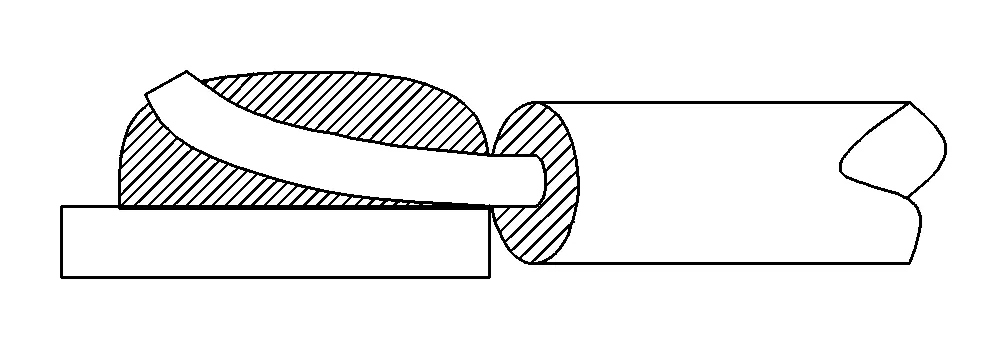
6.Водитель выставлен
Обнаруженные проводники обычно означают, что во время сварки проводник не приклеивается к подкладке, а оловая точка не полностью покрывает проводник.Проводимость легко уменьшается из-за окисления и влаги или может сломаться из-за внешнего трения.Длительное использование может вызвать такие проблемы, как плохой контакт и утечка.

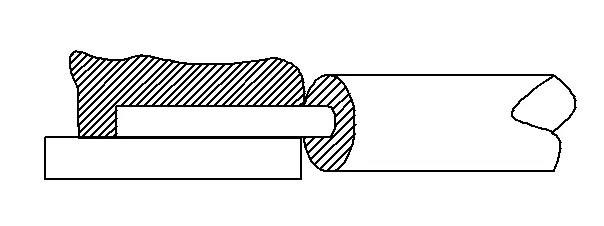
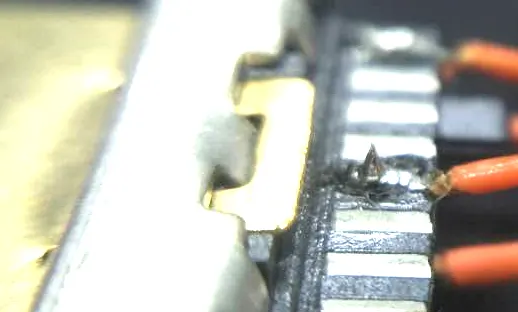
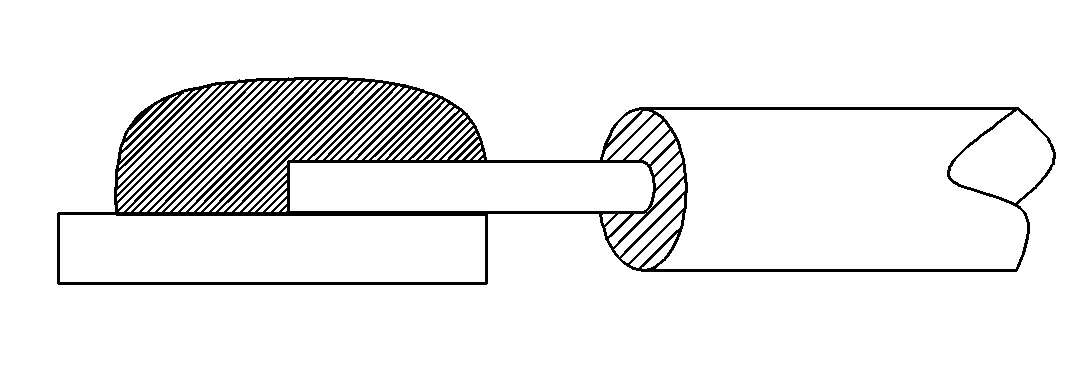
7.Удаление проводника
Усадка проводника, как правило, проявляется в том случае, когда проводник прикрепляется к подкладке во время сварки.Если проводник подвергается воздействию более 0,5 мм после усадки, то это уменьшит площадь сварки, легко вызовет разрушение и повлияет на стабильность передачи тока.
Для KaweeiДля контроля качества проволочной сварки необходимо сначала понять типы, определения и общие проблемы сварки.В фактическом производстве завод будет строго следовать требованиям процесса сварки и стандартизировать каждый этап процесса эксплуатации, чтобы уменьшить плохие условия сварки и обеспечить надежность и стабильность сварки проволочной арматуры.



