
Автор: quanyu lee
2025-07-07 10:56:29
Руководство по процессу кабеля Banana Plug
Банановый кабель получил название в честь его формы, которая напоминает банан.Это соединительный ремень, обычно используемый в электронном оборудовании, лабораторных приборах, аудиооборудовании и других областях.Он может достичь стабильной передачи тока или сигнала благодаря удобному подключению, отключению и тесному контакту.В этой статье будет глубоко проанализирована эта банановая пробка ремень от выбора материала до процесса производства.
1.Тщательно выбирайте материалы и контролируйте качество
Для наших продуктов мы используем стандартные провода UL1007, которые имеют номинальную температуру 80°C и номинальное напряжение 300В.Потеря передачи сигнала на 37% ниже, чем у обычных проводов.Среди них диаметр проволоки 18AWG -˜2,1 мм; диаметр проволоки 24AWG˜ 1,4 мм, а двухцветная конфигурация (синий / красный) отвечает потребностям дифференциации цепей.
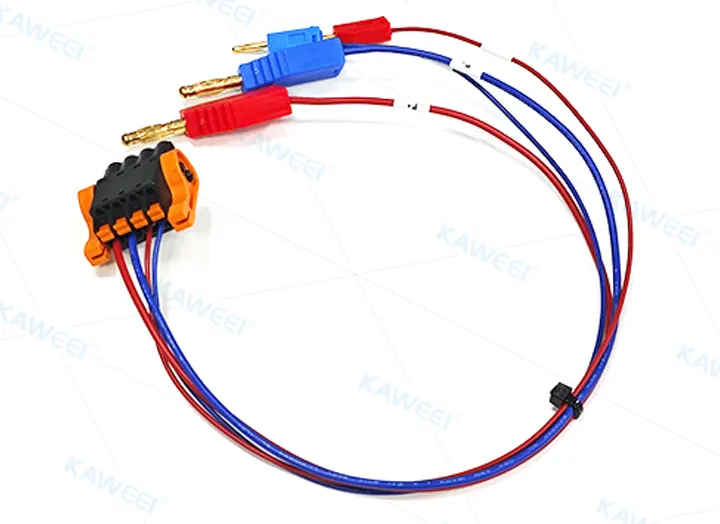
В соединителе используются основные компоненты марки WEIDMULLER:
- 1014140000 Терминальный блок: 4POS STR структура, шаг 5,08мм, номинальный ток минимум 18,5A, максимум 6A;
- Изолированные терминалы: Розовые 24AWG и черные 18AWG нейлоновые изоляционные зажимы, изоляционное сопротивление до 1012Ω, сертификация огнезащитного типа UL94 V-0;
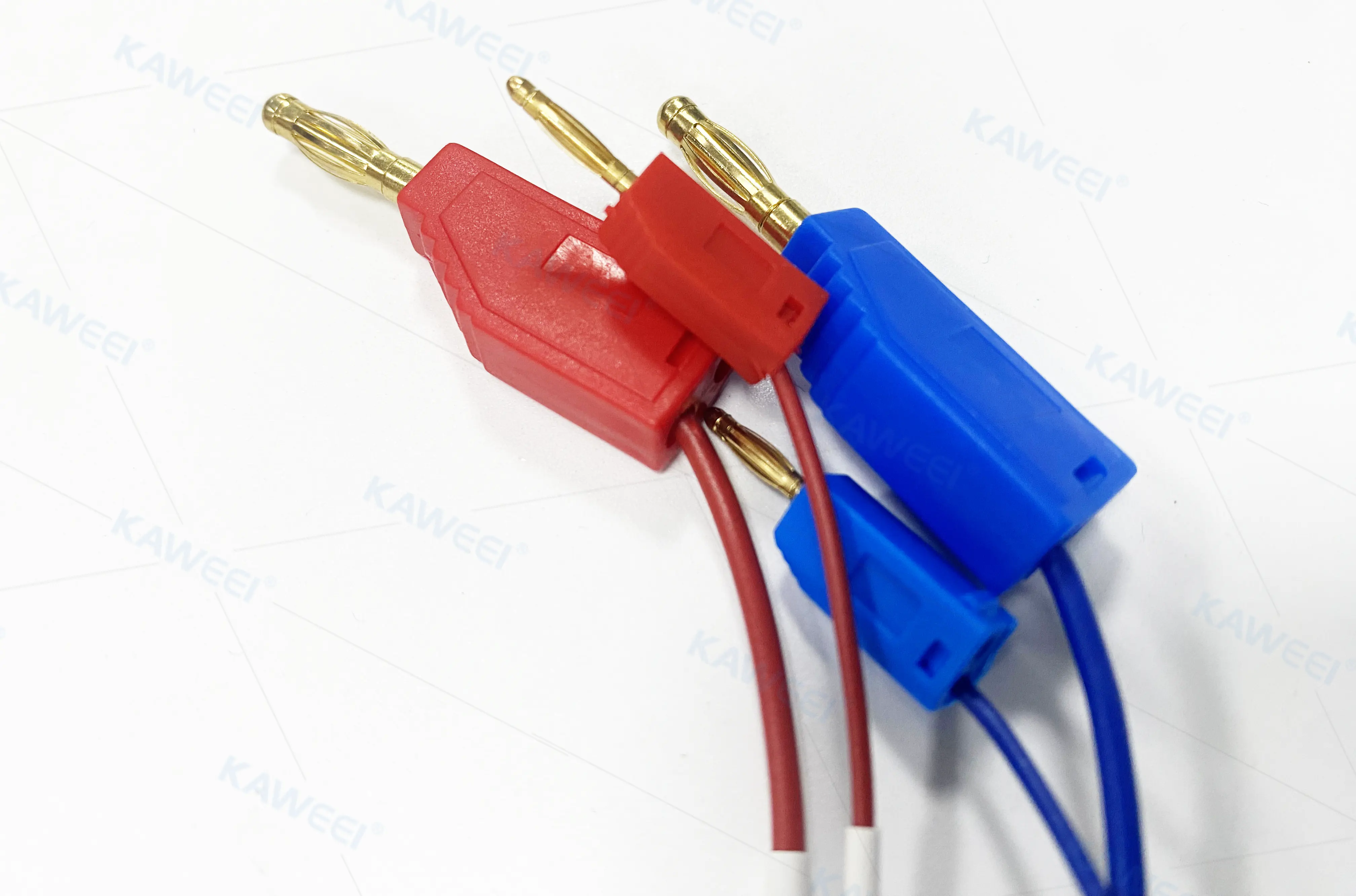
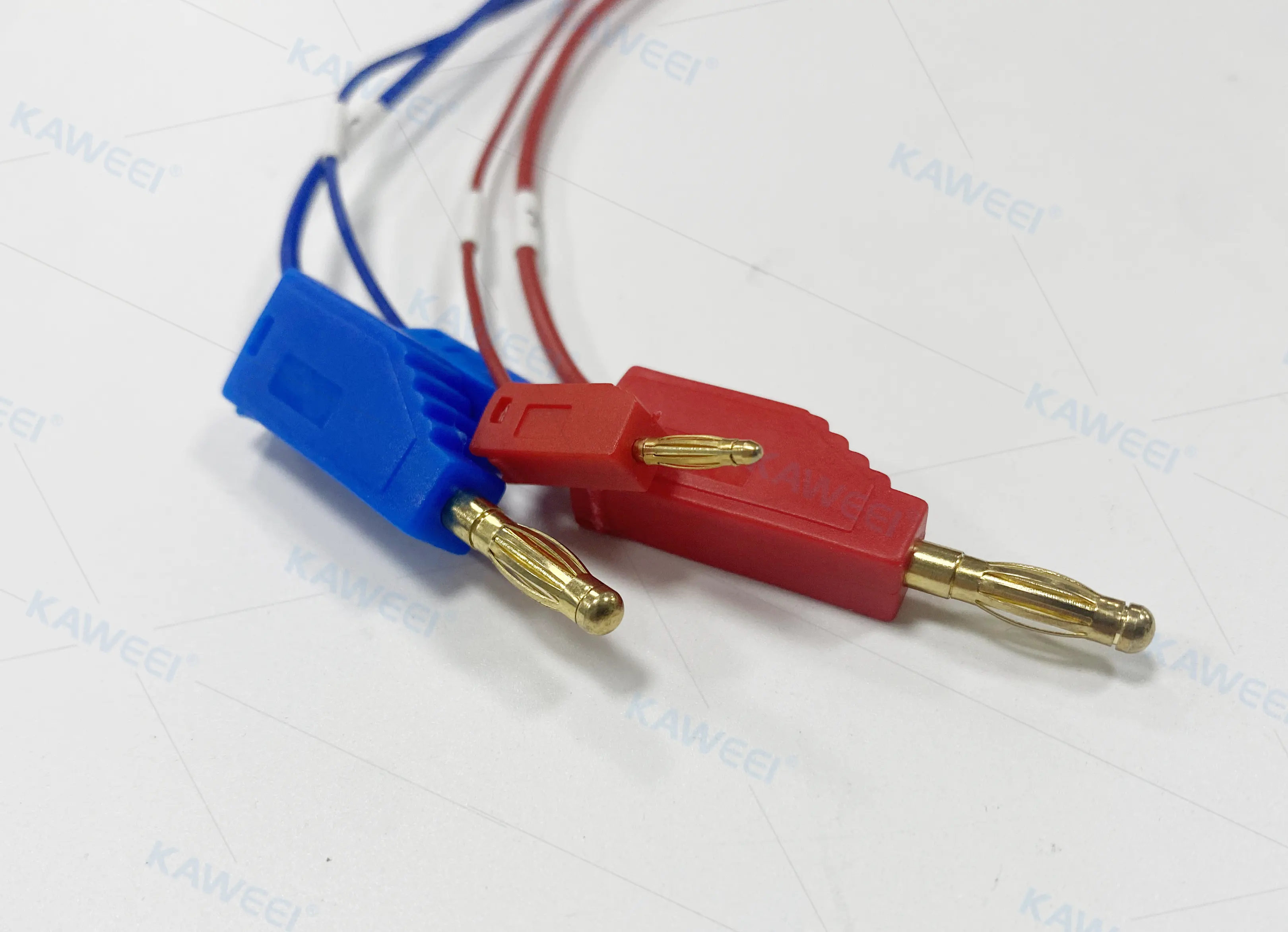
- Сборка хвоста: 4,0 мм / 2,0 мм золотой покрытый банановый проток комбинации, золотая покрытие толщиной 3μμm, солевой спрей тест 48 часов без окисления, обеспечивая срок службы более 10 лет.

Выбор материалов и сравнительная таблица по отраслевым стандартам
| Категория материалов | Конкретные параметры | Наши стандарты | Средняя промышленность | Преимущество Описание |
| Проводка |
|
|
|
|
| Изолированный терминал |
|
|
|
|
| Контактная часть |
|
|
|
|
2.Исключительное мастерство и внимание к деталям
- Точная резка проволоки: Используется полностью автоматическая машина для резки проволоки ЧПУ, и длина проволоки контролируется на 300 мм ± 10 мм, что на 50% выше, чем промышленный стандарт.Первая часть каждой партии калибровывается длинным счетчиком, а 5% образцов проверяются случайным образом каждый час во время производства (средний показатель в отрасли составляет 3%), чтобы обеспечить 100% консистентность размера.
- Стрип с обоих концов: Используйте точное оборудование для отсечения для отсечения 3 мм ± 1 мм на обоих концах проволоки с гладким резком без привязок, чтобы избежать риска повреждения проводника и обеспечить лучшую контактную поверхность для последующей сварки.
- Пробивать терминал через пластиковую оболочку: Используйте станку для зажима терминала для зажима терминала и контролируйте давление на уровне 8 - 10 кН, чтобы гарантировать, что прочность на растяжение терминала и проволоки -‰¥80Н.После зажимания терминал должен быть 100% проверен на протяжении испытания, а неудовлетворительные изделия автоматически удаляются.Затем точно вставьте клемму в клеммный блок, чтобы убедиться, что погрешность глубины вставки менее 0,2 мм.
- Носить / дуть рукава в конце: Используйте белую термоусадку 600В 3,0мм с напечатанным содержанием P +, P-, S +, S -.Во-первых, носите напечатанную белую термоусадку рукава до 30 мм от конца, а затем нагрейте ее, чтобы уменьшить рукава, чтобы плотно обернуть проволоку.Время усадки рукава контролируется в пределах 3 - 5 секунд, полностью обертывая конец, а сопротивление изоляции увеличено до 101°. Î ́©, эффективно предотвращая утечку и механический износ.
- Сварка проволоки стержня: Профессиональные сварочные техники используют постоянный температурный сварочный желез при 320°C.„ƒ ±5°„ƒ для сварки, и однократное время свалки составляет 1,5 - 2 секунды, гарантируя, что полнота сварочного соединения -‰¥95% и прочность сварки ≠¥5N / мм2.На каждые 50 завершенных продуктов случайным образом выбираются 3 шт. для рентгеновской проверки сварных соединений, чтобы убедиться в отсутствии дефектов, таких как ложные сварные соединения и холодные сварные соединения.
- Сборка Plug: Точно вставьте пробку 4,0 мужского на 2,0 женского адаптера в хвостный конец 4,0 мм золотой банановой пробки.Допуск на соответствие контролируется на уровне ±0,05 мм, а испытание силы вставки и вытягивания поддерживается на уровне 8 - 12 Н для обеспечения плотности соединения и простоты эксплуатации.
- Оболочка установки: Корпуса банановой пробки изготавливается двуцветным формованием с твердостью 85 Shore D и ударной стойкостью 25 кДж / м2. A 2,5× 100мм черный нейлоновый галстук закреплен в середине соединительной проволоки, и скрепляющее силу контролируется на уровне 15 - 20Н, чтобы организовать проволочную арматуру и предотвратить запутанность.
- Профессиональное тестирование для обеспечения эффективности: Помимо внешнего контроля, мы также используем профессиональное оборудование для проведения соответствующих испытаний на производительность продукции.
- Проверка непрерывности: Используйте точный комплексный тестер проволоки для выполнения 100% теста непрерывности на продуктах для проверки производительности соединения проволоки.
- Испытание на растяжение: Проведите испытание на растяжение на точке зажима терминала.Проводы 18AWG должны выдерживать силу растяжения‰ ¥85N, и провода 24AWG должны выдерживать силу растяжения‰ ¥25N для обеспечения надежного соединения.

Сравнительная таблица контроля производственных процессов и отраслевых стандартов
| Ссылка на процесс | Конкретные параметры | Наши стандарты | Средняя промышленность | Описание преимуществ |
| Точная резка |
|
|
|
|
| Пробивать терминал через пластиковую оболочку |
|
|
|
|
| Сварка проволоки стержня |
|
|
|
|
| Профессиональное тестирование |
|
|
|
|
Kaweei 's Завод по настройке проволочных кабелей вложил много усилий в выбор материалов, производственные процессы и контроль качества.Каждый шаг в производственном процессе имеет строгие стандарты, и, наконец, он должен пройти через слои тестирования, чтобы заранее решить возможные проблемы.
Этот высококачественный кабель прошел окончательный тест, и его передача сигнала стабильна и износостойка.Будь то лабораторные приборы, аудиооборудование или другое электронное оборудование, оно может надежно отвечать требованиям использования.Если вам нужна специальная реставрация, Пожалуйста, свяжитесь с нами.



