
By quanyu lee
2025-07-07 10:56:29
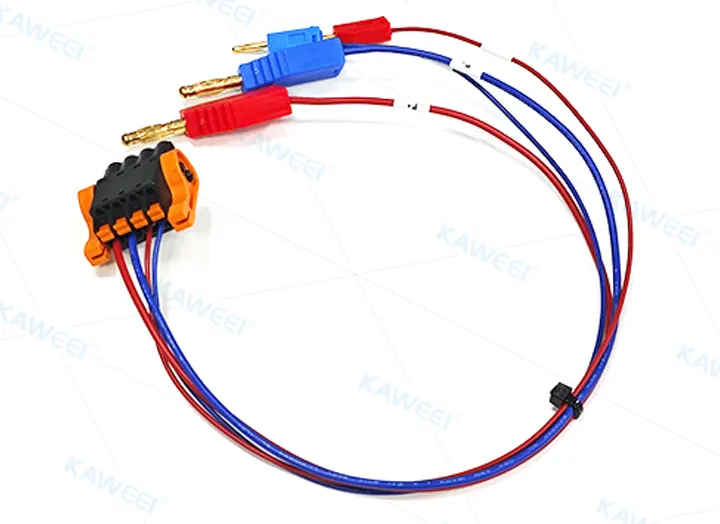
Banana Plug Cable Process Guide
The banana plug cable is named after its shape which resembles a banana. It is a connection harness commonly used in electronic equipment, laboratory instruments, audio equipment, and other fields. It can achieve stable current or signal transmission by virtue of its convenient plugging, unplugging, and close contact. This article will deeply analyze this banana plug harness from material selection to the production process.
1. Carefully select materials and control quality
We use UL1007 standard wires for our products, which have a rated temperature of 80°C and a rated voltage of 300V. The signal transmission loss is 37% lower than that of ordinary wires. Among them, the 18AWG wire diameter is Ø2.1mm; the 24AWG wire diameter is Ø1.4mm, and the two-color configuration (blue/red) meets the needs of circuit differentiation.
The connector uses WEIDMULLER brand core components:
- 1014140000 Terminal block: 4POS STR structure, pitch 5.08mm, rated current minimum 18.5A, maximum 6A;
- Insulated terminals: pink 24AWG and black 18AWG nylon insulated terminals, insulation resistance up to 10¹²Ω, UL94 V-0 flame retardant certification;
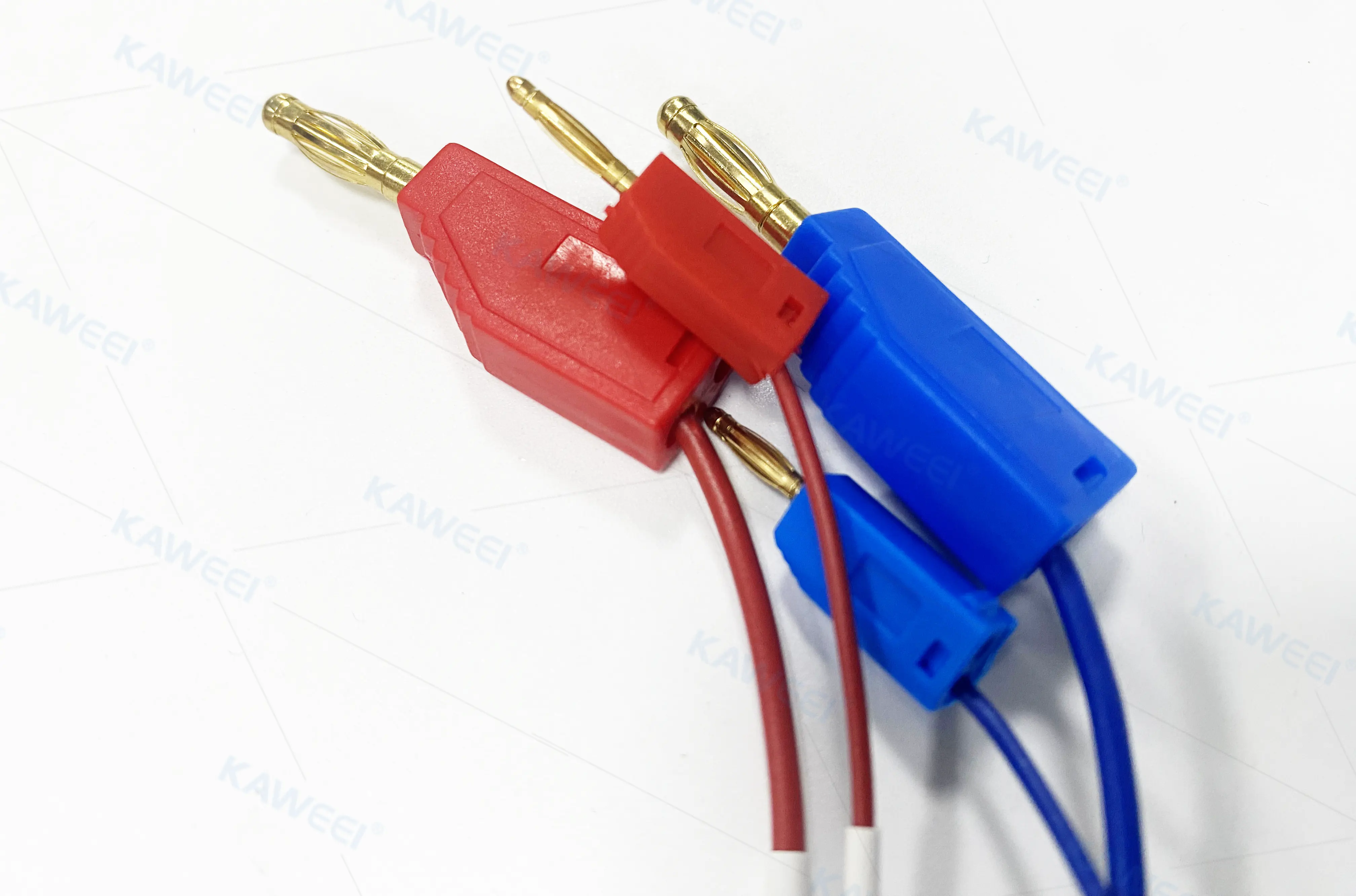
- Tail assembly: 4.0mm/2.0mm gold-plated banana plug combination, gold plating thickness 3μm, salt spray test 48 hours without oxidation, ensuring a service life of more than 10 years.

Material selection and industry-standard comparison table
| Material category | Specific parameters | Our standards | Industry average | Advantage Description |
| Wire |
|
|
|
|
| Insulated terminal |
|
|
|
|
| Tail component |
|
|
|
|
2. Exquisite craftsmanship and attention to detail
- Precision wire cutting: Fully automatic CNC wire cutting machine is used, and the wire length is controlled at 300mm±10mm, which is 50% higher than the industry standard. The first piece of each batch is calibrated by a length meter, and 5% of samples are randomly inspected every hour during production (the industry average is 3%) to ensure 100% consistency in size.
- Stripping at both ends: Use precision stripping equipment to strip 3mm±1mm at both ends of the wire, with a smooth cut without burrs to avoid the risk of conductor damage and provide the best contact surface for subsequent welding.
- Punch the terminal through the plastic shell: Use a terminal crimping machine to crimp the terminal, and control the pressure at 8-10kN to ensure that the tensile strength of the terminal and the wire is ≥80N. After crimping, the terminal needs to be 100% tested by a tensile tester, and unqualified products are automatically removed. Then accurately insert the terminal into the terminal block to ensure that the insertion depth error is less than 0.2mm.
- Wear/blow the sleeve at the end: Use a 600V 3.0mm white heat shrink sleeve with printed content P+, P-, S+, S-. First, wear the printed white heat shrink sleeve to 30mm from the end, and then heat it to shrink the sleeve to tightly wrap the wire. The shrinking time of the sleeve is controlled within 3-5 seconds, completely wrapping the end, and the insulation resistance is increased to 10¹⁴Ω, effectively preventing leakage and mechanical wear.
- Core wire welding: Professional welding technicians use a constant temperature soldering iron at 320℃±5℃ for welding, and the single soldering time is 1.5-2 seconds, ensuring that the solder joint fullness is ≥95% and the welding strength is ≥5N/mm². For every 50 products completed, 3 pieces are randomly selected for X-ray solder joint inspection to ensure that there are no defects such as false solder joints and cold solder joints.
- Plug assembly: Accurately insert the 4.0 male to 2.0 female adapter plug into the tail end of the 4.0mm gold-plated banana plug. The matching tolerance is controlled at ±0.05mm, and the insertion and extraction force test is maintained at 8-12N to ensure a tight connection and easy operation.
- Installation shell: The banana plug shell is made by double-color injection molding, with a hardness of 85 Shore D and an impact strength of 25kJ/m². A 2.5×100mm black nylon tie is fixed in the middle of the connecting wire, and the binding force is controlled at 15-20N to organize the wire harness and prevent entanglement.
- Professional testing to ensure performance: In addition to appearance inspection, we also use professional equipment to perform relevant performance tests on products.
- Continuity test: Use a precision wire comprehensive tester to perform a 100% continuity test on products to verify wire connection performance.
- Tensile test: Perform a tensile test on the terminal crimping point. 18AWG wires must withstand a tensile force of ≥85N, and 24AWG wires must withstand a tensile force of ≥25N to ensure a firm connection.

Comparison table of production process control and industry standards
| Process link | Specific parameters | our standards | Industry average | Advantage description |
| Precise cutting |
|
|
|
|
| Punch the terminal through the plastic shell |
|
|
|
|
| Core wire welding |
|
|
|
|
| Professional testing |
|
|
|
|
Kaweei's wire cable customization factory has put a lot of effort into selecting materials, production processes, and quality inspection. Every step in the production process has strict standards, and finally, it has to go through layers of testing to solve possible problems in advance.
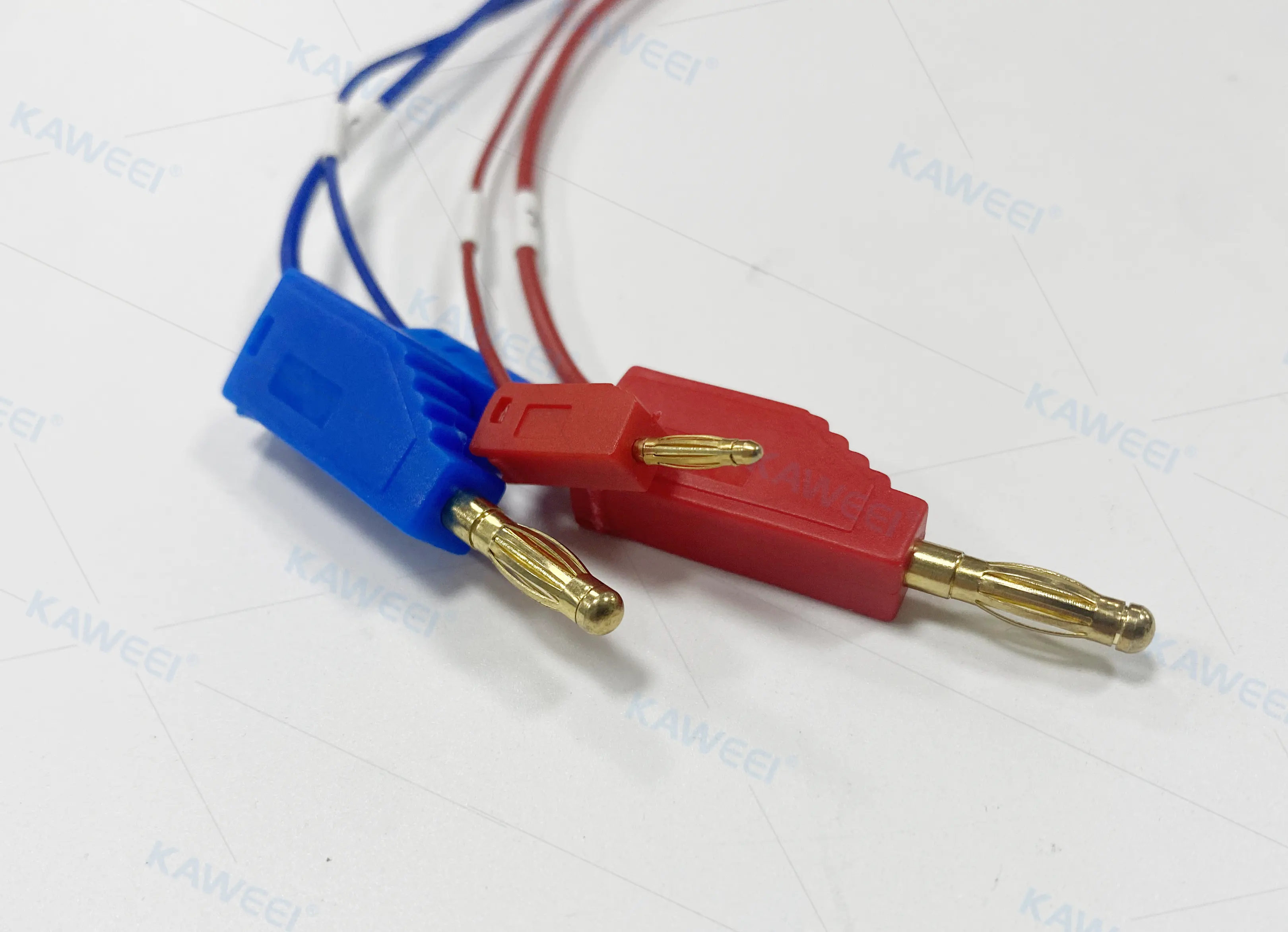
This high-quality banana plug cable has undergone the final test, and its signal transmission is stable and wear-resistant. Whether it is laboratory instruments, audio equipment, or other electronic equipment, it can reliably meet the use requirements. If you need a customized harness, please contact us.



