
quanyu lee
2025-07-25 02:35:26
LED 조명 하네스 생산 가이드
LED 조명 하네스는 LED 조명 시스템에서 전원 공급 장치, 제어 모듈 및 LED 램프를 연결하는 데 사용되는 와이어의 집합입니다.그것은 LED 램프의 안정적인 전원 공급 및 신호 전송을 보장하는 핵심 구성 요소입니다.분산된 와이어를 통합하여 절연재, 터미널, 커넥터 및 기타 액세서리와 일치시켜 질서 정연한 라인 번들을 형성하여 와이어의 어지러움, 마모 또는 접촉이 좋지 않은 것을 효과적으로 방지하고 설치 및 유지 보수 프로세스를 단순화합니다.
이 분야에서 Kaweei 의 와이어 하네스 맞춤화 공장은 전문적인 기술력과 풍부한 경험을 통해 다양한 LED 조명 시나리오의 필요에 따라 맞춤형 LED 조명 하네스 솔루션을 제공 할 수 있습니다.가정용 조명의 안전성과 내구성 요구 사항, 자동차용 LED 조명 하네스에 필요한 고온 및 저온 및 진동 저항성, 또는 야외 조명의 방수 및 방습 하네스에 대한 엄격한 표준에 관계없이, Kaweei 는 각 맞춤형 하네스가 특정 응용 환경에 적응할 수 있도록 정확하게 제어하고 보장합니다. LED 조명 시스템의 안정적인 작동을위한 신뢰할 수있는 보증을 제공합니다.

1.와이어 절단:
와이어 컷은 와이어 하네스 생산의 첫 번째 단계이며 후속 공정의 안정성을 직접 결정합니다.
- 주요 라인은 전체 구조에 적응하기 위해 조립 요구 사항에 따라 450 ± 10 mm 및 440 ± 10 mm 와 같은 주요 길이로 절단되는 UL 2464 22 AWG / 2 C 케이블을 사용합니다.
- 분기 라인은 UL 1007 22 AWG 와이어 및 UL 3512 10 AWG 와이어를 사용하여 터미널 및 플러그 인과 완벽한 매칭을 보장하기 위해 360 ± 10 mm 로 절단됩니다.
우리는 완전 자동 기계를 사용하여 와이어를 절단하여 10 mm 이하의 범위 내에서 길이 오차를 제어 할 수 있으므로 후속 프로세스를 통일 된 표준으로 처리 할 수 있습니다.
2.껍질 벗기기:
스트리핑 프로세스는 와이어 하네스의 전도성 성능을 보장하는 열쇠입니다.
- UL 1007 22 AWG 와이어의 경우, 도체 코어 와이어를 노출시키기 위해 스트리핑 길이는 6 - 8 mm 이며, 황동 연속 110 핀 남성 터미널 플래그 터미널을 사용하여 효과적인 크림핑을 보장합니다.
- UL 3512 10 AWG 와이어의 경우, 제거 길이는 10 - 12 mm 이며, 250 플래그 여성 터미널에 적합하여 도체와 터미널 사이의 완전한 접촉을 보장합니다.
- 용접에 사용되는 와이어 끝 (LED 조명 스트립 연결과 같은) 은 용접 중에 단락을 방지하기 위해 반 스트리핑 공정 (외부 실트만 제거되고 코어 와이어 절연재가 유지됨) 을 채택합니다.
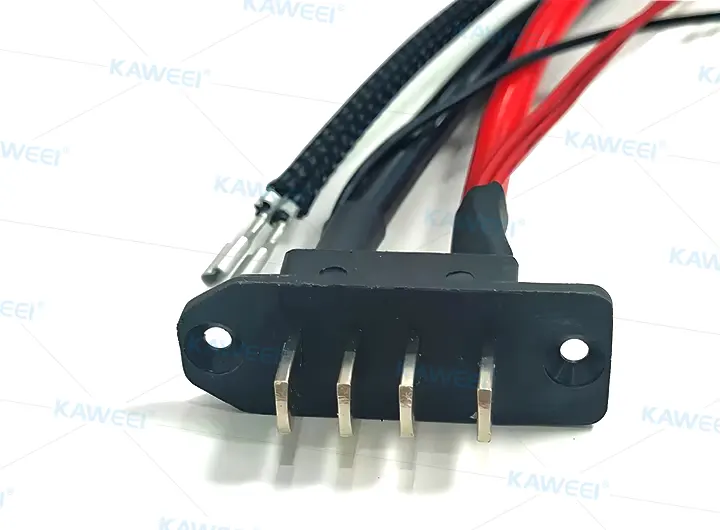
3.터미널 블록:
터미널 및 케이블 사양이 정확하게 일치해야 합니다.
- 듀폰 2. 54 mm 터미널을 가진 22 AWG 와이어는 크림 후 최소 39 N 의 인장력을 견딜 수 있어야합니다.
- 10 AWG 와이어 250 플래그 모양의 여성 터미널 (노란색 절연 층과 함께), crimping 후, 견딜 수있는 인장 힘은 적어도 356 N 에 도달해야합니다 (이것은 도면의 "crimping 풀오프 힘" 의 요구 사항을 충족);
- 테스트 표준: 터미널의 각 배치의 3 % 는 인장 테스트를 위해 무작위로 선택됩니다.실패하면 전체 배치를 재처리하여 정전 또는 불량 크림으로 인한 과열을 방지합니다.
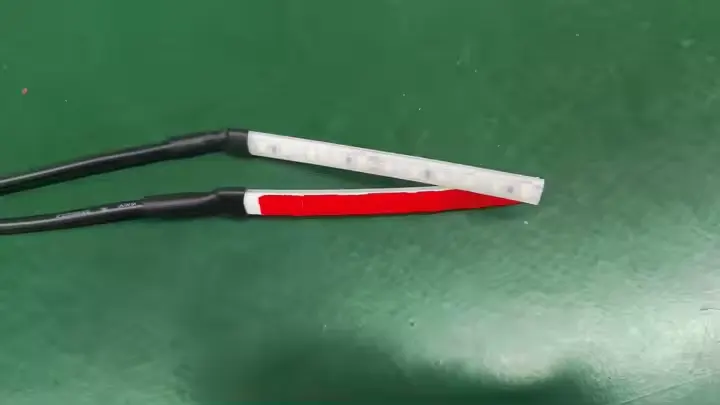
4.열 수축 튜브:
절연 보호의 좋은 일을하고 크기 범위를 엄격하게 통제하십시오.배선 하네스의 절연 효과를 더 잘하고 기계적 보호를 더 잘하기 위해 열 수축 튜브가 사용됩니다.이 튜브는 600 V 의 전압을 견딜 수 있으며 지름은 6. 0 mm 입니다.구체적인 프로세스는 다음과 같습니다 :
- 슬리브 위치: 슬리브를 터미널 크림 위치 또는 솔더 접합 외부에 놓고 노출된 모든 도체를 덮어 두십시오.
- 가열 공정: 단계적으로 가열하기 위해 뜨거운 공기 총을 사용하십시오, 온도는 120 에서 150 ° C 사이입니다.„ƒ 소매가 균일하게 수축되고 와이어 및 터미널에 단단히 붙어 있습니다.수축 후 슬리브의 두께는 최소 0. 2 mm 이어야 합니다.
- 치수 컨트롤: 도면의 "소리브 및 용접 접합은이 평면을 초과 할 수 없습니다" 의 요구 사항을 엄격하게 따라 열 수축 후 소리브 및 용접 접합이 지정된 평면을 초과하지 않도록하고 오차는 0. 5 mm 위 및 아래로 제어되어 조립 중에 다른 부품과 충돌하지 않도록합니다.
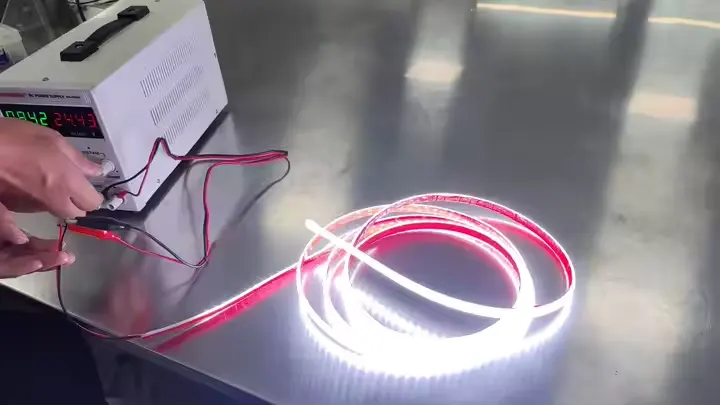
5.용접 라이트 스트립:
LED 라이트 스트립이 잘 용접되었는지 여부는 빛 방출이 균일했는지 여부에 직접적으로 관련되어 있습니다.
- 용접 오브젝트: LED 라이트 스트립과 UL 2464 모델 22 AWG / 2 C 빨간색 및 검정색 와이어를 함께 솔더링합니다. 빨간색 와이어는 양극 (+) 에 연결되어 검은색 와이어는 음극 (-) 에 연결되어 있습니다.용접하기 전에 와이어 헤드의 3 mm 의 외부 피부를 제거하여 용접하기 전에 내부 구리 코어를 노출해야합니다.
- 용접 기술: 전기 용접 철의 온도는 약 320 ° C 에서 제어됩니다.„ƒ 330 보다 높지 않음„ƒ 310 보다 낮지 않다.„ƒ 각 솔더링 지점의 용접 시간은 3 초를 초과하지 않아야하므로 온도가 너무 높고 LED 칩을 태우지 않도록합니다.
- 솔더 점 요구 사항: 용접점은 1. 5 mm 를 초과하지 않는 작은 물방울의 모양이어야하며 가시가 없으며 느슨한 용접이 없습니다; 용접 후, 이소프로필 알코올을 사용하여 잔류 flux 를 청소합니다.
- 전기 검사: 솔더링 후 모든 라이트 스트립은 "연속 테스트" (개회로 또는 단락 확인) 를 수행하여 라이트 스트립과 와이어가 원활하게 연결되고 단락 위험이 없음을 확인해야합니다.
- LED 조명 하네스의 생산에서, 모든 단계는 와이어를 절단 할 때 밀리미터 수준의 오류 제어에서 터미널 연결 후 풀아웃 힘 테스트, 열 수축 튜브의 크기 감독 및 용접 후 광학 검사까지 도면 표준에 의해 엄격하게 수행됩니다.
Kaweei 와이어 하네스 맞춤화 공장이 LED 조명 하네스를 생산할 때, 와이어를 절단 할 때 밀리미터 수준 공차의 정확한 제어에서 터미널의 신중한 풀아웃 힘 테스트, 열 수축 튜브의 크기의 엄격한 제어에서, 용접의 세심한 광학 검사에 이르기까지, 모든 링크의 엄격한 처리는 정확히이입니다. 항상 생산 된 하네스의 품질을 보장하기 위해 도면의 엄격한 기준을 따릅니다.



