
quanyu lee
2025-07-25 02:35:26
LED ライトハーネス生産ガイド
LED ライトハーネスは、 LED 照明システム内の電源、制御モジュール、および LED ランプを接続するために使用されるワイヤーのコレクションです。LED ランプの安定な電源と信号伝送を確保するための重要なコンポーネントです。散乱したワイヤを統合し、絶縁シース、端子、コネクタなどのアクセサリーとマッチングして整頓されたラインバンドルを形成し、ワイヤの乱れ、摩耗、接触不良を効果的に回避し、設置およびメンテナンスプロセスを簡素化します。
この分野では、 Kaweei のワイヤーハーネスカスタマイズ工場は、専門的な技術力と豊富な経験を持ち、さまざまな LED 照明シナリオのニーズに応じてカスタマイズされた LED ライトハーネスソリューションを提供することができます。家庭用照明の安全性と耐久性の要件、車載用 LED ライトハーネスに必要な耐高温 · 低温 · 耐振動性、屋外照明における防水 · 防湿ハーネスの厳しい基準など、 Kaweei は各カスタマイズされたハーネスが特定のアプリケーション環境に適応できるように正確に制御し、保証することができます。LED 照明システムの安定した動作のための信頼性の保証を提供します。

1.切断ワイヤー:
ワイヤー切断はワイヤーハーネス生産の第一段階であり、その後のプロセスの安定性を直接決定します。
- 本線は UL 2464 22 AWG / 2 C ケーブルを使用しており、組立要件に応じて 450 ± 10 mm と 440 ± 10 mm などの重要な長さにカットされ、構造全体に適応しています。
- 分岐ラインは UL1007 22AWG ワイヤと UL3512 10AWG ワイヤを使用し、端子やプラグインとの完璧なマッチングを確保するために 360 ± 10mm に切断されています。
ワイヤの切断には、長さ誤差を 10mm 以内の範囲で制御できる全自動機械を使用しています。これにより、その後の工程を統一された基準で処理できます。
2.皮を剥く:
ストリッピングプロセスは、ワイヤハーネスの導電性能を確保するための鍵です。
- UL1007 22AWG ワイヤの場合、ストリッピングの長さは導体コアワイヤを露出させるために 6 — 8 mm で、真黄連続 110 ピン雄端子フラグ端子で効果的な圧着を確保します。
- UL3512 10AWG ワイヤの場合、剥離長さは 10 — 12 mm で、 250 フラグメス端子に適しており、導体と端子間の完全な接触を確保します。
- 溶接に使用されるワイヤエンド ( LED ライトストリップの接続など ) は、溶接中の短絡を避けるためにハーフストリッピングプロセス ( 外側のシースのみを剥離し、コアワイヤ絶縁材を維持します ) を採用しています。
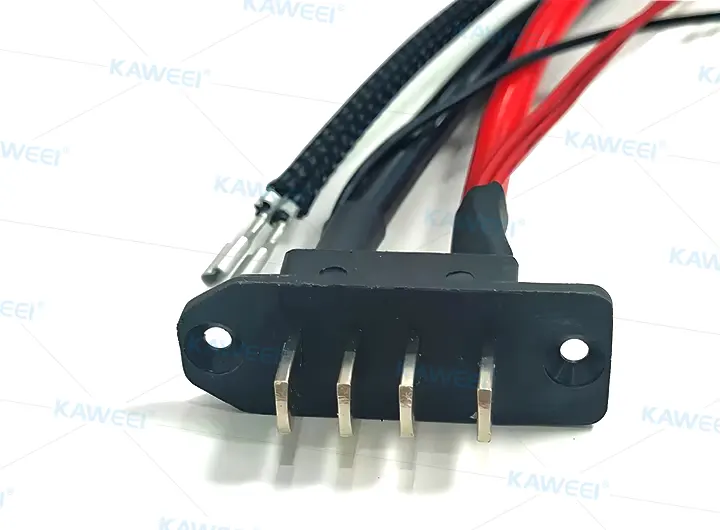
3.ターミナルブロック:
ターミナルとケーブルの仕様は正確に一致する必要があります。
- デュポン 2.54 mm ターミナル付き 22 AWG ワイヤは、クリンピング後、引張力の少なくとも 39 N に耐えることができなければなりません。
- 250 フラッグ形雌端子 ( 黄色い絶縁層付き ) を備えた 10 AWG ワイヤは、クランプした後、それが耐えることができる引張力は少なくとも 356 N に達する必要があります ( これは図面上の「クランプ引き抜き力」の要件を満たしています );
- 試験基準 : 端末の各バッチの 3% は、引張試験のためにランダムに選択されます。失敗した場合、クリップ不良による停電や過熱を避けるために、バッチ全体が再処理されます。
4.熱収縮チューブ:
断熱保護の良い仕事をし、厳密にサイズ範囲を制御します。配線ハーネスの絶縁効果を良くし、機械的保護をより確実にするために、熱収縮チューブを使用します。このチューブは 600V の電圧に耐え、直径は 6.0mm です。具体的なプロセスは以下のとおりです。
- スリーブの位置決め : スリーブを端子クリンピング場所またははんだ接合部の外に置き、すべての露出した導体を覆うことを確認します。
- 加熱プロセス : 段階的に加熱するために熱気銃を使用し、温度は 120 から 150 ° C の間です。„ƒ、スリーブが均等に収縮し、ワイヤーとターミナルにしっかりと付くことができるように。収縮後のスリーブの厚さは 0.2 mm 以上でなければなりません。
- 寸法制御 :熱収縮後のスリーブとはんだ接合部が指定された平面を超えないようにするために、図面上の「スリーブとはんだ接合部はこの平面を超えてはいけません」の要件に厳密に従い、誤差は組立中に他の部品と衝突しないように 0.5 mm 以上以下に制御されます。
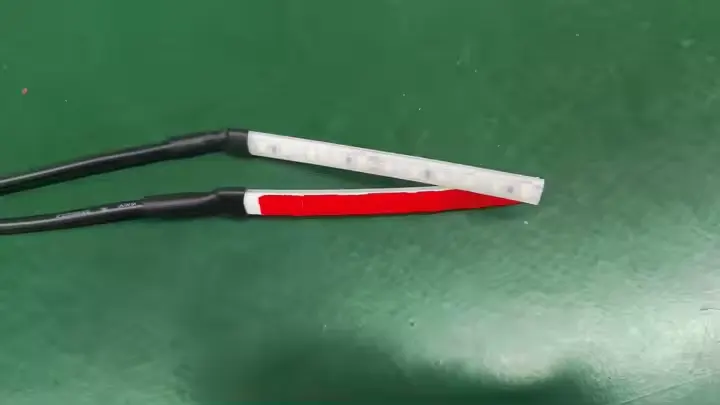
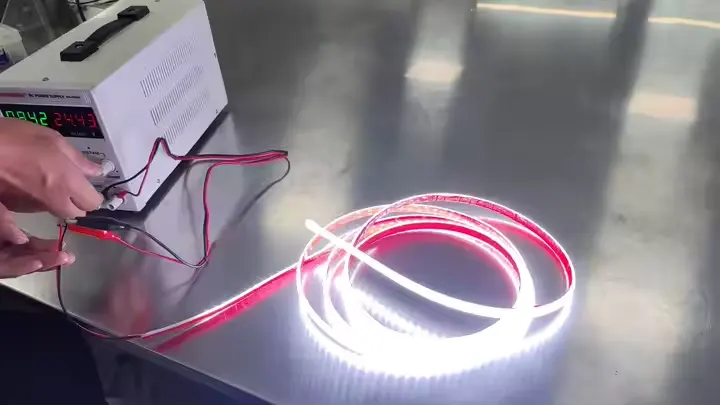
5.溶接ライトストリップ:
LED ライトストリップが溶接されているかどうかは、発光が均一であるかどうかに直接関係します。
- 溶接オブジェクト :LED ライトストリップと UL2464 モデル 22AWG / 2C 赤と黒のワイヤを一緒にはんだ付けます — 赤いワイヤは正極 ( "+" ) に接続し、黒のワイヤは負極 ( "—" ) に接続します。溶接する前に、ワイヤヘッドの外側の 3 mm のスキンを剥ぎ取り、溶接する前に内側の銅コアを露出させる必要があります。
- 溶接技術 : 電気はんだ鉄の温度は約 320 ° で制御されます„ƒ( 330 °C 以下 )„ƒ310 未満ではない。„ƒ) 、各溶接点の溶接時間は 3 秒を超えてはいけません。温度が高すぎて LED チップを燃やすことを避けるためです。
- はんだポイント要件:はんだ付けされた点は、最大直径 1.5 mm を超えない小さな水滴の形でなければなりません。とげなく、緩いはんだ付けなしです。はんだ付け後、残留フラックスを洗浄するためにイソプロピルアルコールを使用します。
- 電気検査:はんだ付け後、すべてのライトストリップを「連続試験」 ( 開回路や短絡の確認 ) し、ライトストリップとワイヤがスムーズに接続され、短絡の危険がないことを確認する必要があります。
- LED ライトハーネスの製造では、ワイヤを切断時のミリメートルレベルの誤差制御から、端子接続後の引き抜き力試験、熱収縮チューブのサイズ監督、溶接後の光学検査まで、すべてのステップが図面規格に厳格に行われます。
Kaweei ワイヤーハーネスのカスタマイズ工場が LED ライトハーネスを生産するとき、ワイヤを切断する際のミリメートルレベルの公差の正確な制御から、端子の慎重な引き抜き力試験、熱収縮チューブのサイズの厳格な制御から、溶接の細心の光学検査まで、すべてのリンクの厳格な処理です。製造されたハーネスの品質を確保するために常に図面の厳格な基準に従ってください。



